|
Bei EKO Stahl in Eisenh■ttenstadt, leistungsfðhige ARCELOR-Tochter seit 2002, wurde zum Jahreswechsel 2003/2004 die Bandverzinkungsanlage Nr.1 (VZA1) einer umfangreichen Modernisierung unterzogen. Die Anlage produziert feuerverzinkten Bandstahl im Dickenbereich von 0,35 - 3,0 mm sowie Breitenbereich von 660-1600mm.
Bestandteil der ModernisierungsmaÔnahmen war u.a. der Einbau einer modernen Inspektionskabine durch die Fa. PROKONING GmbH, Berlin.
Ziel der Modernisierung war die Erh—hung der Anlagenkapazitðt bei gleichzeitiger Verbesserung der Erzeugnisqualitðt. EKO r■stet sich damit f■r die stðndig wachsenden Anforderungen der Verbraucher und insbesondere der Automobilindustrie, die einen steigenden Anteil der hier erzeugten verzinkten Bleche und Bðnder abnimmt.
Inzwischen produziert die VZA1 bereits wieder, die vorgesehene Anfahrkurve wird eingehalten.
|
|
Im Visier: h—chste Bandqualitðt - nur fehlerfreies Material darf zum Kunden gelangen
Hohe Kundenzufriedenheit durch einwandfreie Produktqualitðt steht im Mittelpunkt der Anstrengungen der VZA1-Mitarbeiter. Unter diesem Gesichtpunkt war der Einbau der modernen Inspektionskabine im Auslaufbereich der VZA1 eine der wesentlichen MaÔnahmen zur Qualitðtssicherung durch die realisierten ModernisierungsmaÔnahmen.
In der neuen Kabine wird das durchlaufende Band von erfahrenem Personal einer visuellen Oberflðchenkontrolle unterzogen. Ziel ist es, alle relevanten Oberflðchendefekte zu erkennen und damit die Voraussetzungen zu schaffen, dass nur absolut fehlerfreies Material zur Auslieferung gelangt.
|
|
Auftrag f■r komplette Inspektionskabine an PROKONING GmbH, Berlin
Mit der Lieferung des Kabinengehðuses und der kompletten inspektionstechnischen Ausstattung wurde die Firma PROKONING GmbH, Berlin beauftragt.
PROKONING, ein neuer Name in der konventionellen Oberflðcheninspektion, kann jedoch auf solides Fachwissen in diesem speziellen Segment zur■ckgreifen. Der Grund daf■r ist, dass einige Spezialisten der
Firmen Aurotech und HøRMANN Berlin, die in der Vergangenheit verschiedene Projekte im Bereich der Oberflðchenkontrolle f■r EKO realisiert hatten (z.B. Inspektion VZA2, Bandinspektionslinie, Inspektion Schubbeize u.a.,
stahlmarkt berichtete wiederholt, zuletzt in 04/2003) bei PROKONING eine neue fachliche Heimat gefunden haben.
Dies und die Konkurrenzfðhigkeit des unterbreiteten Angebots gaben bei EKO den Ausschlag f■r die Auftragsvergabe an PROKONING.
Den Unterauftrag f■r das Kabinengehðuse sowie das angesetzte Auslauf-Steuerhaus erhielt die Fa. ISB Salzwedel, die in der Vergangenheit bereits mehrere Kabinen und Steuerhðuser an EKO geliefert hat.
|
|
Kabine und Inspektionsausr■stung bieten gute Voraussetzungen f■r visuelle Kontrolle der Bandoberflðche
Die Inspektionskabine ist klimatisiert, verf■gt ■ber Abmessungen von ca.
L X B X H = 10,3 X 6,0 X 6,0m und bietet damit im Vergleich zu den auÔerordentlich beengten Verhðltnissen des bisherigen Inspektionsarbeitsplatzes der VZA1 ausgezeichnete Bedingungen f■r die Durchf■hrung der Inspektionsaufgaben.
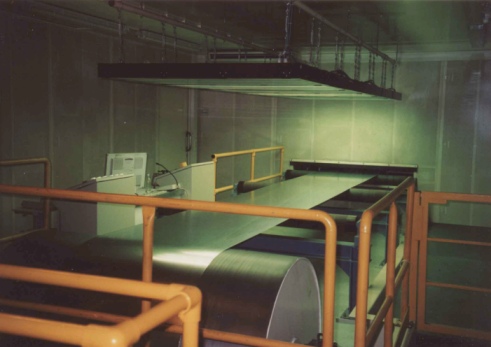
Die Kabine ist unterteilt entsprechend der Bewegungsrichtung des Bandes in einen waagerechten und einen senkrechten Inspektionsabschnitt (Lðngsschnitt durch die Kabine s.Abb.1). Die ánderung der Bewegungsrichtung des Bandes beim
Passieren der Kabine wird durch entsprechende Umlenkrollen gewðhrleistet.
Die Kontrolle der Bandoberflðche durch den Inspekteur erfolgt von seinem stðndigen Arbeitsplatz vor dem waagerechten Inspektionsabschnitt. Er kann von hier aus auf einer Lðnge von ca. 6m die Oberseite des waagerecht laufenden Bandes
■berblicken und hat gleichzeitig die M—glichkeit, ■ber den Spiegel hinter dem senkrechten Inspektionsabschnitt die Unterseite des Bandes ■ber eine Lðnge von ca. 3,50m zu beobachten (s. Abb. 2)
Erkannte Oberflðchenfehler werden vom Inspekteur dabei klassifiziert und mittels Handeingabepult in das mitlaufende Fehlerprotokoll eingegeben, welches anschlieÔend f■r die nachfolgende Auswertung und Bearbeitung zur Verf■gung steht.
Zur genauen Pr■fung von Fehlern ■berwiegend handelt es sich um periodisch wiederkehrende Defekte - kann sich der Kontrolleur zum vertikalen Inspektionsabschnitt begeben, hier nah an das vertikal laufende Band herantreten und die
Fehlerbegutachtung aus unmittelbarer Nðhe vornehmen. Die Kabine ist in diesem Bereich ca. 6m hoch, was auch gute Voraussetzungen daf■r schafft, aus dieser Perspektive das Vorhandensein von Bandunebenheiten zu pr■fen (z.B. Mitten- oder Randwellen).
|
|
Optimale Inspektionsbeleuchtung entscheidende Bedingung f■r Fehlererkennung
Wichtige Bedeutung f■r das Erkennen von Oberflðchenfehlern durch das Auge des Betrachters hat eine optimierte Inspektionsbeleuchtung. Dies betrifft insbesondere solche Faktoren wie die Helligkeit der Ausleuchtung, das Farbspektrum, den Einfallwinkel der Lichtstrahlung sowie die Vermeidung ungew■nschter Blendwirkungen. Zu ber■cksichtigen ist dabei, dass aufgrund der differierenden Seheigenschaften unterschiedliche
Betrachter zu unterschiedlichen Pr■fergebnissen kommen k—nnen. Daraus folgt die Notwendigkeit, die Beleuchtung, insbesondere die Leuchtstðrke, m—glichst individuell f■r den einzelnen Kontrolleur anzupassen. Aus diesem Grund wurde die Inspektionsbeleuchtung der Kabine in 6 Teilsysteme unterteilt, deren Leuchtstðrke mittels entsprechender Dimmschalter im Steuerpult des Inspektionsarbeitsplatzes individuell eingestellt werden k—nnen.
Verwendet werden aus diesem Grund ausschlieÔlich Beleuchtungssysteme mit hohem Dimmgrad sowie geringer Regeltrðgheit.
Im waagerechten Inspektionsbereich wurde ein Lichtband der Abmessung 1560X5160mm ca.90cm ■ber dem Band installiert. Das Lichtband besteht aus einer Kombination von Schwarzfeld- und Prismenfeldleuchten, best■ckt mit insgesamt 21 St■ck 58W-LS-R—hren, anteilig weiÔ und gr■n, sowie den erforderlichen EVGÇs. Leuchten dieser Art, urspr■nglich als Oberflðchenkontrollleuchten f■r die Fertigung und Lackierung von Karosserien in der Autoindustrie entwickelt, werden inzwischen auch in der Bandstahlproduktion und anderen vergleichbaren Fertigungen mit Erfolg eingesetzt.
Die Wirksamkeit dieser Leuchten beruht darauf, dass Oberflðchendefekte von bewegten Objekten f■r das Auge des Betrachters dann besonders gut sichtbar werden, wenn bei der Bewegung Bereiche unterschiedlicher Ausleuchtung (Helligkeit, Farbe, Einstrahlwinkel) durchlaufen werden.
Im senkrechten Inspektionsbereich wurden asymmetrische Halogen-Parabolstrahler eingesetzt, je 4 Strahler auf jeder Bandseite. Die Strahler sind ■ber die H—he des 6m hohen
vertikalen Inspektionsabschnitts verteilt angebracht und strahlen das Band schrðg von oben nach unten an. Als Leuchtmittel kommen 500- bzw. 750W-Halogenstðbe zum Einsatz.
Die Verwendung dieser Strahler f■r Oberflðcheninspektionsaufgaben ist nicht unproblematisch, weil eine ideal gleichmðÔige Ausleuchtung des Bandes ■ber die H—he und die Vermeidung von st—renden Lichtreflexionen nur bedingt m—glich ist.
Die Einstellung der Strahler kann immer nur f■r einen Beobachtungsstandort optimiert werden. Dies war der Arbeitsplatz des Inspekteurs, sitzend am Steuerpult vor dem waagerecht laufenden Band, mit der M—glichkeit gleichzeitig beide Seiten des senkrechten Bandes zu beobachten. Beim Aufenthalt an anderen Standorten in der Kabine m■ssen zwangslðufig ungewollte und st—rende Reflexionen in Kauf genommen werden.
|
|
Gute Arbeitsbedingungen f■r das Personal sichern effektive Oberflðchenkontrolle
Von Seiten des Betreibers wurde groÔer Wert auf optimale Arbeitsbedingungen in der neuen Inspektionskabine gelegt. Gute Arbeitsbedingungen f■r das Kontrollpersonal, das bedeutet wenig Erm■dung und damit hohe Aufmerksamkeit f■r jeden Fehler d.h. gute Inspektionsergebnisse ■ber die ganze Schicht.
Die Kabine und das seitlich angeflanschte Auslaufsteuerhaus sind vollklimatisiert.
Wðnde und Decken sind gegen Lðrm von auÔen schallisoliert und zusðtzlich von innen mit Lochblechen verkleidet, wodurch Lðrm, der in der in der Kabine entsteht, vermindert wird.
Die Kabinenwðnde und alle Einbauteile sind entsprechend Wunsch des Betreibers in einem freundlichen Beige-Farbton gehalten. Dies widerspricht der ■blichen Lehrmeinung, wonach alles in der Kabine mattschwarz, weil reflexionsarm auszuf■hren ist. Der sonst ■bliche black-box-Eindruck stellt sich beim Betreten dieser Kabine nicht ein, was vom Betreiberpersonal nicht vermisst wird.
Die Oberflðcheninspektion erfolgt durch den Kontrolleur bequem in sitzender Position. In seiner Reichweite befinden sich zwei Handsteuerpulte, welche alle erforderlichen Bedien- und
Eingabegerðte enthalten, einschlieÔlich der 6 Dimmerschalter f■r die individuelle Einstellung der Inspektionsbeleuchtung.
|